چاپ و اعمال خمیر قلع با شابلون (استنسیل) یکی از مهمترین مراحل در مونتاژ بردهای SMD است
چون کیفیت این مرحله تأثیر مستقیم روی کیفیت لحیمکاری نهایی و درصد خطای تولید دارد.
من مرحله به مرحله و با جزئیات کامل توضیح میدهم:
شابلون یک ورق نازک فلزی (معمولاً استیل ضدزنگ) است که روی آن حفرههایی دقیق و هممکان با پَدهای PCB ایجاد شدهاند.
این حفرهها باعث میشوند هنگام پخش خمیر قلع، فقط روی محل پَدها قلع قرار بگیرد و مسیرها یا فضاهای دیگر آلوده نشوند.
نتیجه: سرعت، دقت و یکنواختی در اعمال خمیر قلع.
شابلون فلزی یا نایلونی (ترجیحاً لیزرکات شده)
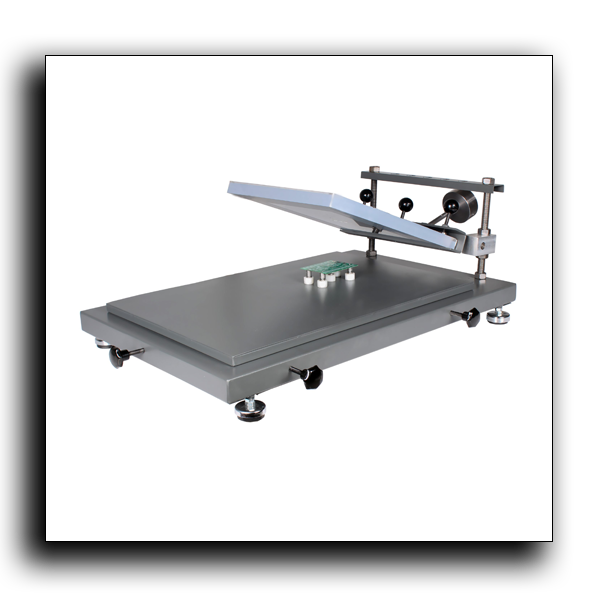
فیکسچر (جِگ) برای نگه داشتن برد و شابلون
خمیر قلع (Solder Paste)
اسکویجی (Squeegee) یا تیغه لاستیکی/استیل برای پخش خمیر
دستکش نیتریل و ابزار تمیزکاری
تمیز کردن سطح PCB
گرد و غبار یا چربی باعث میشود خمیر قلع به خوبی نچسبد.
قرار دادن PCB در فیکسچر
برد باید ثابت و بدون حرکت باشد تا تطابق شابلون دقیق بماند.
تنظیم شابلون روی برد
سوراخهای شابلون باید دقیقاً روی پَدها همراستا باشند (Alignment).
در دستگاههای نیمهاتومات، این کار با دوربین و پیچهای میکرومتری انجام میشود.
مقدار کمی خمیر قلع را در ابتدای ناحیه چاپ روی شابلون قرار دهید.
اسکویجی را با زاویه حدود ۴۵ درجه نسبت به شابلون بگیرید.
با فشار مناسب، خمیر را در یک حرکت یکنواخت روی سطح شابلون بکشید.
فشار زیاد → احتمال کشیده شدن خمیر و پخش ناخواسته
فشار کم → حفرهها کامل پر نمیشوند
حرکت برگشتی اسکویجی معمولاً با زاویه معکوس انجام میشود تا لایه دوم پخش کامل شود (در کارهای صنعتی یک حرکت رفت و برگشت کافی است).
شابلون باید به آرامی و عمودی از روی برد بلند شود تا خمیر قلع شکل دقیق خود را روی پَدها حفظ کند.
لرزش یا حرکت جانبی باعث پخش و پل زدن قلع بین پَدها میشود.
چک چشمی با ذرهبین یا میکروسکوپ:
پَدها باید کامل پوشیده باشند
هیچ پل قلع یا کمبود ماده نباشد
در تولید انبوه، دستگاه AOI (بازرسی اپتیکی خودکار) استفاده میشود.
هر چند دقیقه، شابلون را با دستمال بدون پرز و حلال ایزوپروپیل الکل (IPA) تمیز کنید.
تمیزکاری باعث جلوگیری از گرفتگی حفرهها و افزایش کیفیت چاپ میشود.
هر پَد پوشش کامل و ضخامت یکنواخت خمیر قلع داشته باشد.
هیچ خمیری روی نواحی غیر از پَد نریخته باشد.
حفرهها کامل پر شده باشند، بدون حباب یا بریدگی.